自动追频超声波焊接机说明书包含设备安全要求与警告、智能型超声波焊接发生器简介、设备主要技术参数、设备安装要求、设备操作使用说明。

一.设备安全要求与警告
本节解释了手册上各种“安全注意”符号和标志的意义,并提供了超声波焊接发生器的常规安全预防措施。
“警告”标志下包括了需要注意的潜在危险情况,如果忽略,可能造成不同程度的伤害事故。
在接触超声波发生器前应采取以下预防措施:
在进行任何电气连接前,确定电源处于关闭(OFF)状态。使用带有接地端子的电源插座来防止触电事故。
超声波发生器会产生高压。对其进行操作前,应:
关闭电源开关;
拔下主电源插头;
等待2分钟让电容充分放电。
超声波发生器会产生高压,非专业人员请勿打开外壳。
超声波发生器会产生高压,并且其高压的公共端并不与大地相连通,因此,在检测时请使用不接地而使用电池作为电源的万用表,用其他的方法进行检测可能导致触电。
当高频电缆或换能器处于断开状态时,不要执行焊接及测试操作。
在使用大焊头时,不要将手指放到焊头和模具之间。
此机型必须一人操作,禁止多人同时操作及调试。
二.智能型超声波焊接发生器简介
超声波信号发生器由一个能将50/60Hz的工频交流电转换为超音频供换能器工作的超声波功放模块和一个带有“系统保护监测”及“自动调谐”功能的控制模块组成。控制模块能在超声波焊接工作发生故障时切断超声波能量从而为发生器乃至整套焊接设备提供极高的安全性和可靠性。
1、真正全自动追频(AFC)适应各种大小焊模和不同的设计模具,自动追踪频率范围:±400HZ(依15KHZ超声波为例,模具频率在14.40-15.20KHZ可自动频率追踪使用)。追频精度:±5HZ
2、采用CPU计算机监控各程序速度快适应力特强、内置各种保护系统“系统保护监测”功能会对以下情况发生回应:
IGBT温度过高保护
压力过高从而导致超载
超声波发生器电流过大
焊头、变幅器或者换能器松动或其他故障
发生器电路失效
发生器和换能器间的线缆故障
供电频率不稳自动补偿
3、“自动调谐”功能能使超声波发生器自动跟踪并且补偿焊头频率发生的变化。当温度过高,焊头表面有磨损或有杂物在焊头上时,这种频率变化都会发生。
4、内置全自动恒振幅系统,对不同的气压变化及电压波动自动补偿,可对超声波振幅由50%-100%无级调节,适应不同焊接工件之要求。
5、采用IGBT做功率放大,反应快,比传统硅功率管反应速度快100倍多,故保护功能较优。
三、设备主要技术参数
1、外型尺寸:长380mm×宽290mm×高110mm
2、主机净重:7Kg
3、输出功率:0-4200W
4、输出电压:0-3000VAC
5、工作环境温度:+5°C至+50°C
6、正弦谐波参数:≥97%
7、输入功率因素:≥80%
8、工作频率:15KHz/20KHz/28KHz/30KHZ/35KHz/40KHz
9、工作电源:AC220V50Hz
10、模具频率范围:±400HZ(依15KHZ超声波为例,模具频率在14.40-15.20KHZ可自动频率追踪使用。)
11、自动追频精度:±5HZ
12、功率稳定度:≤5%
13、远程端子动态回应时:≤10ms
14、过流保护电流:15A
15、过流保护时间:100ms
16、过热保护温度:85℃
17、PLC通讯
四、设备安装要求
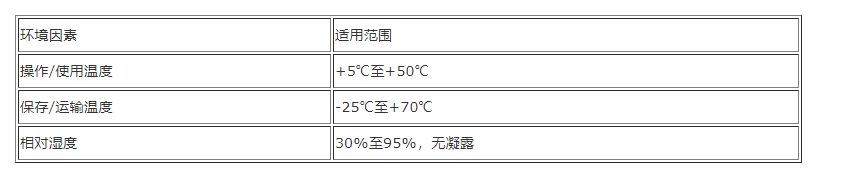
环境要求
设备的使用/保存/运输必须满足以下的环境要求:
塑焊机环境要求一览表
电源输入范围
必须将电源插头插入带有接地端的单相三眼插座中,塑焊机可适应的电源范围为220VAC±10%@50/60Hz,使用一只10A慢断型熔断丝管。塑焊机的电源输入为220VAC,若要使用110VAC作为输入电源,请与相关服务人员联系以获得指导与支持!
切勿在未经咨询的情况下擅自使用110VAC作为输入电源,否则对设备可能造成严重损坏!
系统连线
系统需要用户提供单相输入带接地端并且电压为220VAC@50/60Hz、负载电流不小于10A的电源,确认该电源的插座与随机所带的电源插头相匹配,然后才将机上的电源插头插入插座。插入电源插头之前一定要先检查并确认电压为220VAC,并且位于电箱左侧的电源开关处于关闭状态!
五、设备操作使用说明
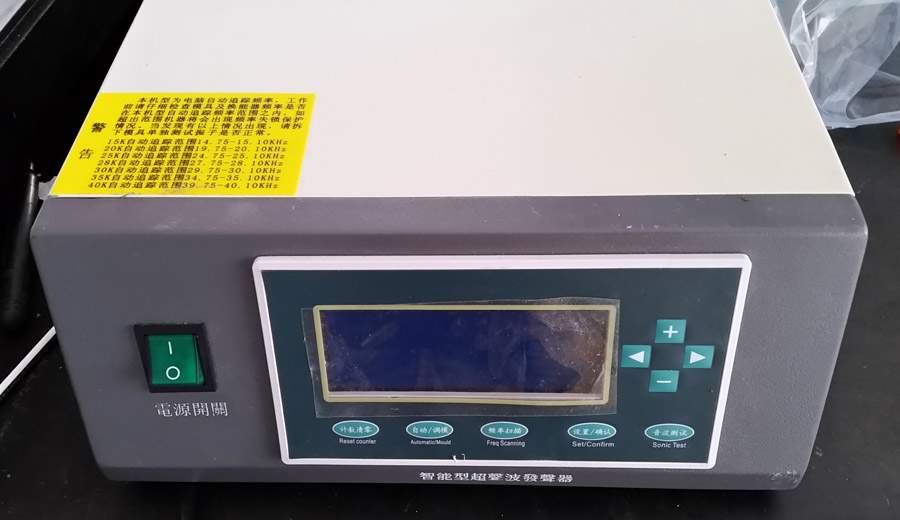
主显示窗口功能说明:
1、频率范围:显示发生器所追踪到换能器及模具的谐振频率点的位置,最好将模具及换能器调整到发生器中心频率点中间的位置。如中心频率点显示偏左或偏右,表示超声波模具频率偏低或偏高。
2、频率:显示为到当前时间的实际谐振频率,单位为KHZ。
3、振幅:显示超声波输出振幅及功率的百分比。
4、产量:显示超声波焊接设备生产次数。
5、模式:此机型有两种工作模式,一种为自动模式,焊接过程由所设定的时间来控制;另一种为调模模式,按“启动”键后,焊头下降,以便调节模具高度,如需焊头上升,按“急停”键。
6、电流:显示工作电流的大小。
7、功率:显示焊接后瞬间最大输出功率。
工具栏说明:
1、计数清零:按此键后对产量数量清零。
2、自动/调模:进行自动模式与调模模式的切换。
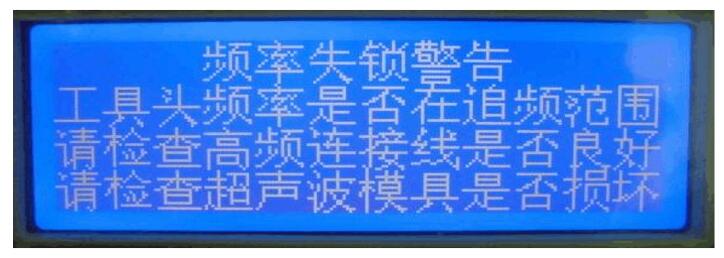
3、频率扫描:此机型为计算机自动追踪频率,更换模具后请按频率扫描键,系统将自动进行频率扫描程序,扫描正常后系统将自动保存超声波模具频率数据;如扫描不正常,系统将报警并提示相应故障信息。
4、设置确认:按设置确认键进入设置界面,可对相应焊接参数作调整,调整完毕再此键进行确认保存。
5、音波测试:用于检查露于空气中处于空载状态下的换能器/变幅器/焊头焊头组件的消耗功率,同时也能够测试焊头是否正常,若焊头异常即使在空载状态下亦可能产生超载报警。
6、 左箭头:设置界面中上移。
7、右箭头:设置界面中下移。
8、加号:设置界面中增加参数值。
9、减号:设置界面中减小参数值。
按“设置确认”键后弹出设置窗口

延迟时间:显示延时触发超声波的时间。
焊接时间:显示触发超声波的时间。
冷却时间:超声波焊接后气缸停顿冷却焊接工件的时间。
振落时间:显示振落粘住超声波上模具焊接工件的时间(一般情况不使用此功能)。
振幅:本机型振幅可由50%—100%可调,设定值低于60%时,可能会因振幅值太低造成超声 波输出功率偏小,从而导致焊接不良;设定值高85%时,可能会因太高的振幅设定值减小超声波振子、超声波工具头的使用寿命。
焊接参数的设置
进入设置参数界面后可对各项技术参数进行设置,按 上下移动所需修改的技术参数后,所选择数字闪烁,然后直接在右边 键调整,然后按设置确认键保存并退(按加减)出设置界面。
机箱背面接线说明:
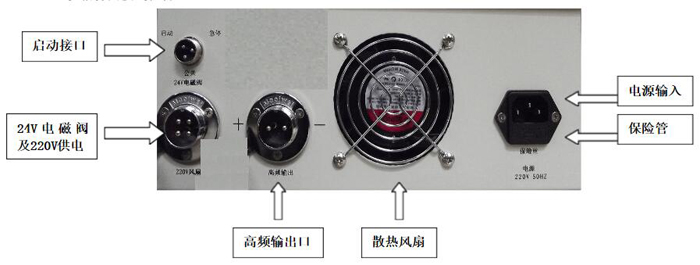
1、启动界面:直接与机架上的“急停”按钮及“启动”按钮相连,公共与急停接“停止”按钮的常闭端;公共与启动接“启动”按钮的常开端。
2、24V电磁阀及220V供电:上面两芯接机架上24V电磁阀,下面两芯为机架上提供220V供电,可接机架上220V风扇或220V升降马达,注意:不能将此四芯线接错,否则对设备可能造成严重损坏!
3、高频输出口:“+”接超声波振动子正极;“-”接超声波振动子负极。
4、散热风扇:工作中请确保散热风扇口通风良好,请及时清理散热口异物及灰尘。
5、电源输入:系统需要用户提供单相输入带接地端并且电压为220VAC@50/60Hz、负载电流不小于10A的电源。
6、保险管:本机型采用内嵌式保险座,如需更换保险丝,将电源插头下方保险座扣出即可更换。
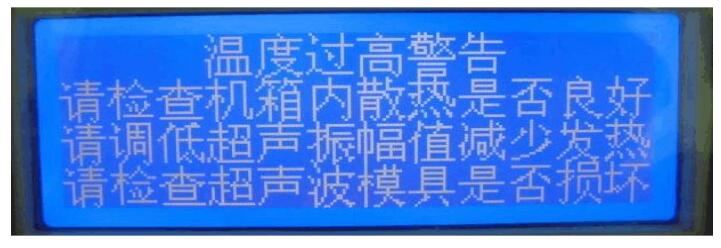
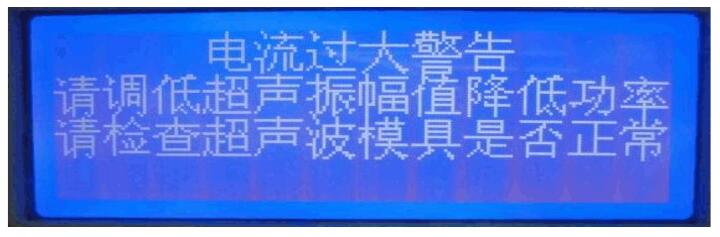
常见设备报警提示