热板焊接部件和焊点的设计都必须易于焊接,同时也要采用合适的材料。要使用热板焊接,跟材料有关系,一起学习热板焊接知识,感谢专业人士分享。
热板焊接部件的设计要求包括以下方面
1、焊接部件的设计必须保证焊件可以在焊接设备上精确固定。
2、两个焊接部件的焊接区域大小和形状必须相同。
3、焊接部件应该有一定的刚性,能承受在配合阶段和加热阶段所施加的压力。
4、夹具应尽可能在靠近焊接面的位置夹持焊接部件,以免错位。
5、拐角半径和过渡要足够大,以减少应力集中。
6、焊接面尽可能是平面。
7、焊接区要避开注射成型焊接线。(结合线)
8、采用非接触式加热时,应采用远离其他部分的隆起焊接面,避免加热远离焊接区部分。
在考虑焊点设计时,若要达到良好的焊接质量,则焊珠非常重。焊珠是在挤压时熔体溢出而形成的,这对于排出焊接界面的窝陷气体,并保证界面紧密接触和利于分子间扩散非常必要。焊珠通常为均相(玻璃纤维或碳纤维填充材料除外),它不影响焊接件的性能。但在某些应用领域,焊珠可能对焊接件的性能有不利影响。例如,在医学应用中,焊珠可能影响流体的流动,如血液,导致流动被破坏或截断。在其他情况下,焊珠会影响美观。因此,可以采用许多焊点设计,包括设计溢料阱,来避免焊珠产生的一些不利影响。
简单对接
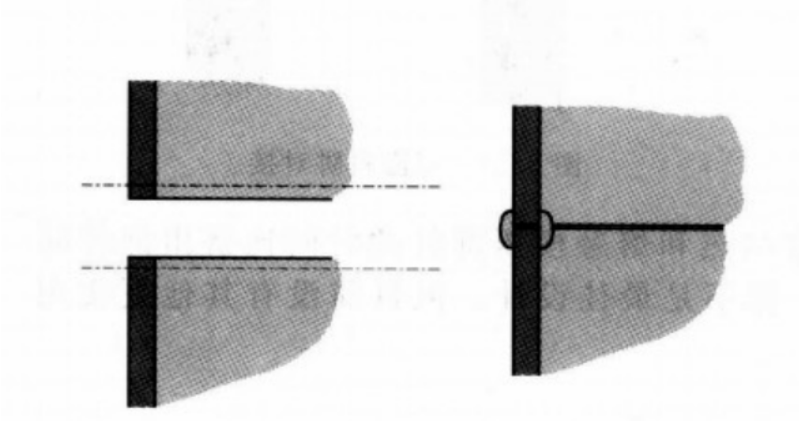
简单对接是模压件焊接中最普通这的焊点设计。(见下图)
改进对接
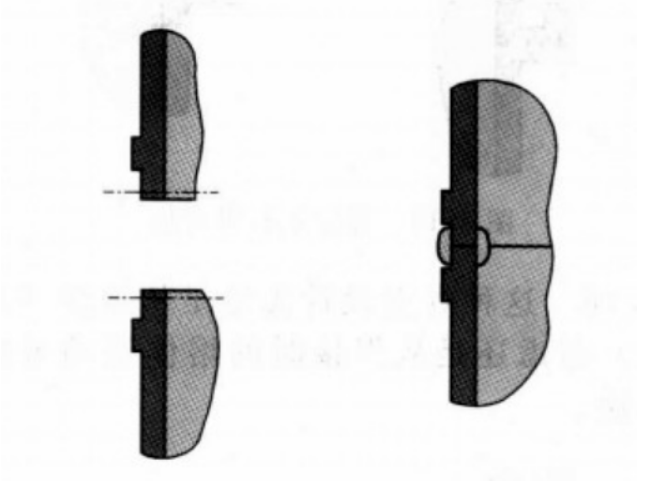
这种焊接设计在两侧遮挡焊珠,使焊珠不那么明显。凸肋脊也可以支撑夹在夹具中的焊接部件。(见图)
扩大的焊接面
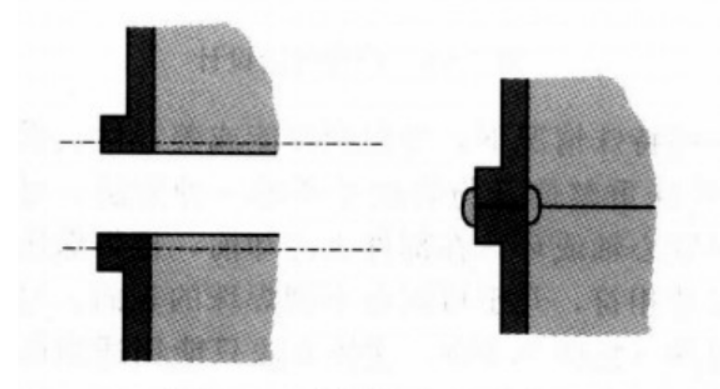
焊接大量纤维填充的热塑性材料时,焊接强度低于本体材料强度。可以通过增大焊接面提高焊点传递的负荷,同样,环绕的肋脊也可以支撑夹在夹具中的焊接部件。
内置溢料阱对接
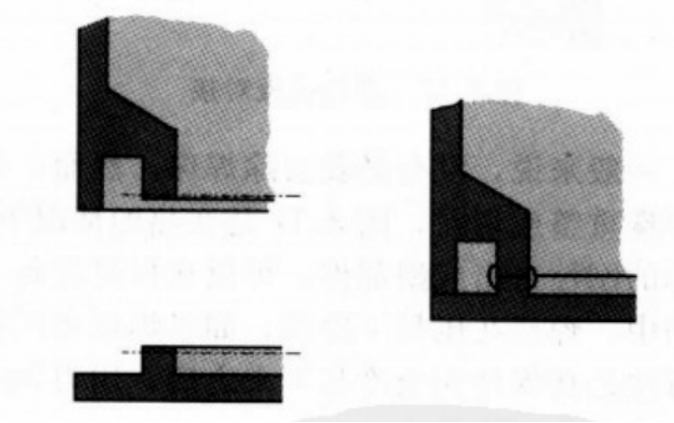
为了美观,将焊珠隐藏在肋板或溢料阱下。收集焊珠的凹槽宽度至少为1mm(取决于焊珠的量)
外置溢料阱对接
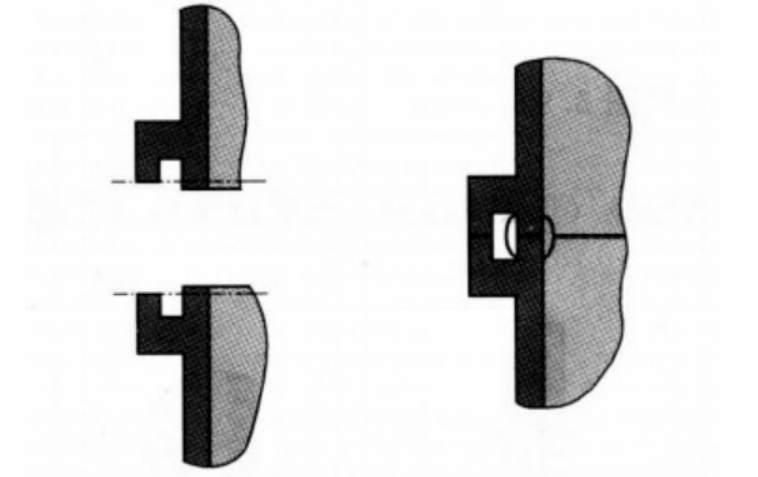
带一个溢料阱的焊点也可以设计在外部来隐藏焊珠。这种焊点设计对焊接通风罩比较好,可以减少吸人空气的噪声。
双溢料阱对接
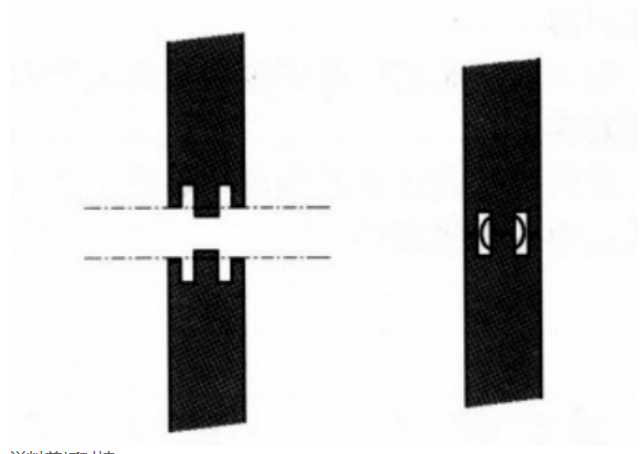
为了美观,溢料也可以隐藏在焊点两侧。这种设计适合室内装潢。
溢料盖板对接
焊珠也可以由薄的肋板覆盖。焊接表面与覆盖肋板内壁之间距离到少要有1mm,以容纳焊珠。这种接点设计用于焊封汽车电池。
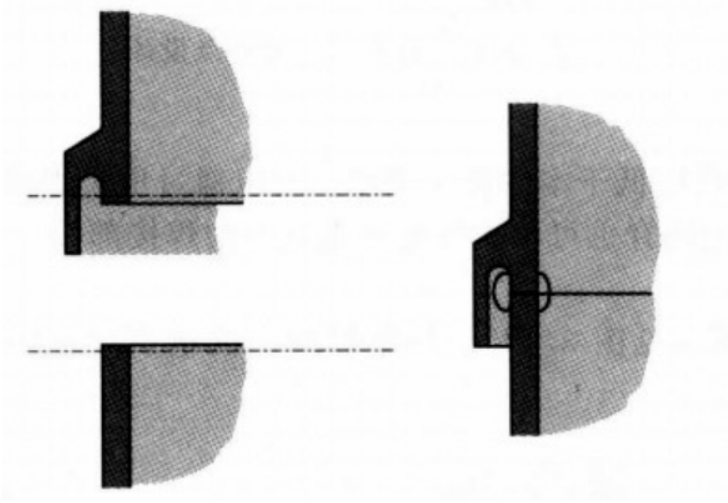
凹槽对接
这种焊接设计用于将注射成型部件焊接到挤出成型的容器上(例如,汽车燃料箱),如下图,这种焊点设计无论是加热(通常加热和熔融模压部件的时间比挤出部件时间长)考虑还是从焊接时的熔体流动考虑,都不是最佳设计。但目前没有其他更实用的办法。

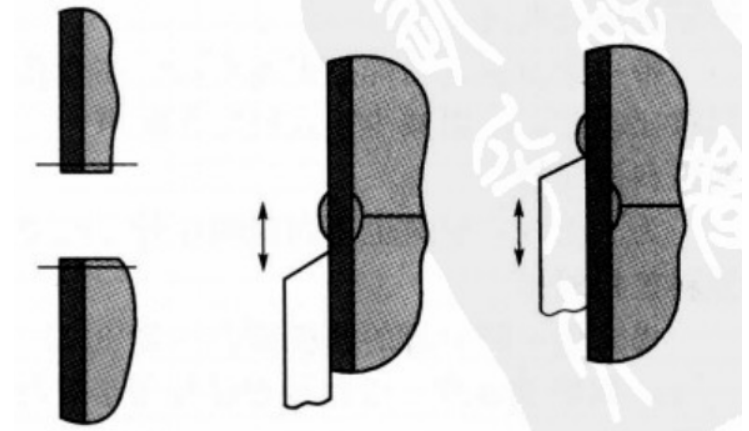
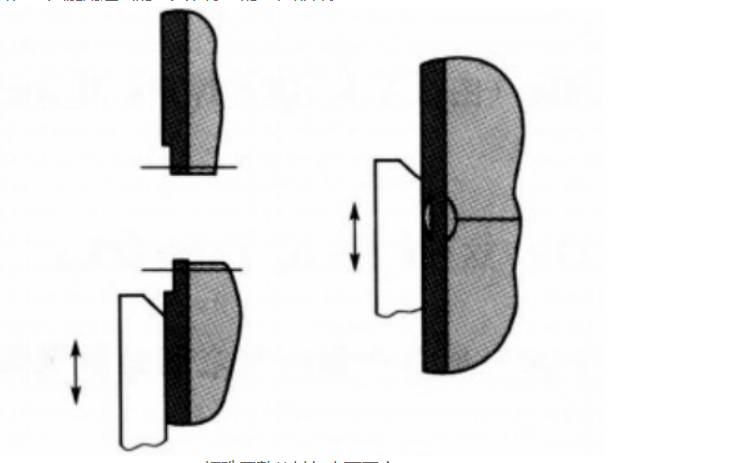
一般来说,没有必要去除焊珠。然而,在一些特殊情况下,考虑到性能或美观性,需要将焊珠重整或切除。下图是在热的情况下将焊珠重整使其与表面平齐的一种方法。对于较小的刚性挤出成型部件,可以在焊接设备上配置心轴或环,在部件未冷却前,把焊珠压进凹槽中。焊珠在压具下冷却,如果焊珠和凹槽尺寸相箱,几乎可以看不到焊珠的表面。另一个方法是在焊件完全冷却下来之后,用刀切除焊珠。这种方法只能用适当的工具切除小的刚性部件。
焊珠重整使其与表面平齐
用刀切除焊珠