汽车门板热熔铆点焊接机也称作汽车车门装饰板组件热熔焊接治具,是利用热熔铆点焊接工艺将汽车门板内饰几个组装件的空心柱铆点成型,这样固定并牢固,取代原有工艺更方便,汽车门板也可以用手持式超声波焊接机进行铆点,铆点工艺的选择根据客户的产量和焊接要求决定。汽车门板焊接机采用快速换模装置同样适合其他汽车内饰件热熔铆点产品。
汽车门板热熔铆点焊接样品

门板有多种款式,大体都是塑料柱热熔铆点。

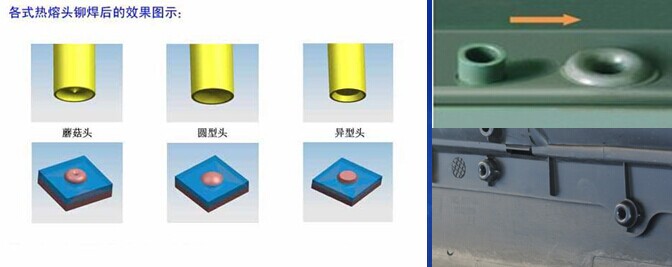
汽车门板热熔铆点焊接效果

汽车门板空心柱热熔铆点示意图
汽车车门装饰板组件热熔焊接治具采用压板式结构,由电加热方法将加热板热量传递给热铆头,热铆头加热铆柱,使其熔融,然后吹气冷却固化,形成铆头,固定产品。整机为框架形式,由上模具(热铆头)、下模具两大块板组成,动作方式为气动控制。
汽车门板热熔铆点焊接机焊接要求
1产品焊接牢度可靠、表面光洁、不变形、焊接牢固、焊接点圆润光滑成圆弧状
2常态下背面达到无明显翘面鼓包
3产品焊接后中心点的位移量不超过±1MM
4焊接结束,常态下放置1小时,产品不得有严重凹瘪,变形
5具体在双方签定合同时由需方提供技术要求方案
汽车门板热熔铆点焊接机焊接步骤
将装配好的门板放入焊接胎具中→启动设备开关→由电机带动丝杆或是气缸向前运动至焊接区域→热熔头下→开始铆接→空气冷却吹焊接头→保压固化→热熔头退出工件焊接区域→压紧装置起→支架与门板焊接结束后由返回至待焊接区域→焊接完成→进行下一工件焊接开始。

汽车门板热熔铆点焊接机主要特点
1高精度温度控制
本机共设多只温度控制器实现单点温控,精确控制每个加热点温度,焊接时可根据焊接时的实际需要在0到600℃范围内自行设定。精准数显温控器控制温度,使温差不超过±3度,另设置温度保护,不到指定的温度机器不开始工作,保证了焊接门板的合格率。
2调试方便
压头结构水平可调,压头行程可调,适用于不同高度的塑胶柱子热熔接,调试方便。
3精确导向
使用采用四柱导向辅助压接,确保生产品质。
4精准时间控制
精准数显时间控制器控制压接时间,超宽时间可调。
5多种控制方式
本设备控制方式可分为手动和自动两种控制,手动为单件动作,主要用于机构和模具的调试,手动调试好以后,生产时调整到自动。自动控制系统采用可编程控制器(PLC)和触模屏人机界面来控制,各气缸运动为气压推动,操作简便、性能可靠、尺寸紧凑,提高生产效率和质量。
6整机合理美观高效
整机设计紧凑合理、外型美观、占地面积小、生产效率高等特点。
汽车门板快速换模工装

有很多汽车内饰件配套厂商也经常购买手持式超声波焊接机进行铆点焊接,成本低,操作快。
汽车门板焊接机焊接视频(手持式超声波焊接机)

