汽车风道盖板超声波穿刺焊接工艺是将汽车风道上下组件用超声波穿刺工艺进行焊接,焊接后产品表面没有伤,且强度达到客户的要求,穿刺焊接一般焊接点位比较多,可以用多头超声波焊接机进行焊接。

汽车风道中间有两个组件需要超声波穿刺焊接。
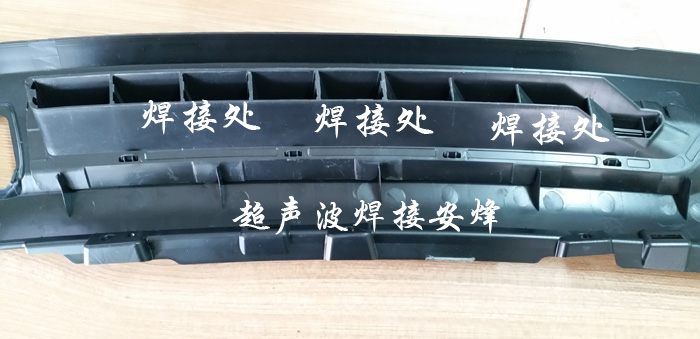
汽车风道组件之间需要设计超声波穿刺焊接槽,产品定位也要设计好。
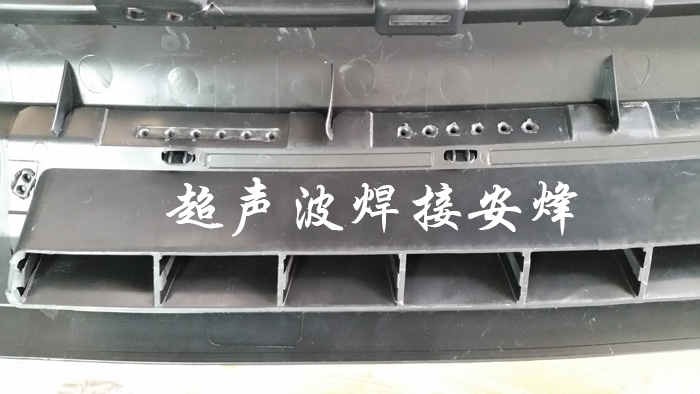
有的焊接点位比较长,超声波模具需要做的长一点。

汽车风道盖板超声波穿刺焊接模具采用35K,表面做硬质氧化增加超声波焊头使用寿命 。

有的焊接点位比较短的适合用短一点的超声波模具。

根据焊接点位的长度,超声波穿刺齿的个数也不同保证焊接强度。
最终根据焊接点位的个数来确定用多少个超声波发生器进行匹配,用超声波穿刺焊接工艺取代胶粘或传统工艺。

