超声波焊接在汽车行业应用比较广泛,经常用到超声波对焊、点焊、穿刺焊接、铆点、超声波冲孔工艺。如汽车门板、汽车门板隔音毡、汽车无纺布内饰件点焊、汽车仪表板、汽车仪表盘、汽车塑料配件铆接、汽车保险杠、汽车轮胎罩、汽车顶棚、汽车后备箱无纺布、汽车 座垫无纺布、汽车发动机盖、汽车车尾灯、汽车灯罩、汽车轴承保持架、汽车杂物箱、汽车过滤器、汽车塑料阀门、汽车空气换向器、汽车气流探测器等。针对汽车塑料配件焊接多采用非标超声波焊接设备,多头多工位设计,带有PCL程序控制与液晶显示屏操作,大型汽车复杂工件的焊接,包含不同方向的熔接面,需同时焊接多个位置。
超声波汽车塑料焊接超声波焊接定义:超声波焊接是熔接熟塑性塑料制品的高科技技术。由于应用此技术可取代过去生产上熔剂、粘合剂、扣钉或其它机械固 定法,从而提高了生产效率、降低了成本。超声波焊接原理是通过超声波发生器将高频电能转换成高等频率的机械运动,随后机械运动通过一套可以改变振幅的调幅 器装置传递到焊头。焊头将接收到的振动能量传递到待焊接工件的接合部,在该区域,振动能量被通过摩擦方式转换成热能,将塑料熔化。超声波不仅可以用来焊接 硬热塑性塑料,还可以加工织物和薄膜。
超声波焊接在汽车工业中优缺点:超声波焊接优点:速度快、可自动化。超声波焊接缺点:受尺寸、形状和材料限制(超声焊接多针对PP、PC、ABS、PA、PS、AMMA塑料)。
超声波熔接的接面设计斜面接合利用斜面以达到完全的面接合。由于可获得均一的热能及较大的焊接接面积,故焊接强度高,气密性好。逐次接合属于剪切焊 接,由振 动方向的面接触结合部获得均一的热量,其气密性、焊接强度都十分良好。但是,焊接后所产生的飞边会滞留在表面,特别是不允许有飞边产生时,一定要注意。剪 切接合介于前面所说的斜面接合与逐次接合之间,由于气密性好,能有效地焊接圆形以外的形状,因而经常被使用。能源定向接合将能源集中在被称为定向的三角形 的凸起部分,由反复冲击产生的热量的接合设计方式。其优点是,形状简单,接合部分的限制较小。但对于结晶性塑料,过分的局部发热引起软化、熔融,从而引发 出压焊应力损失,气密不良等问题,必须引起注意。
超声波焊接条件:作为超声波焊接的条件,最重要的是施加焊接能源的时间(振 动、焊接时间)长短和压力,当然,其他条件也是很重要的。焊接温度超声波焊接材料的粘流温度。否则材料不会熔化。与振幅有关,振幅越高,温度上升越高。加 压力使用圆柱形的工瞪眼对成型品进行加压。一般压缩空气压为0.1-0.3MPa(压力表),有时会更高一些。但是如果采用高压的话,则会阻碍圆柱形的振 动。焊接时间因材料的各类与制品的形状而异,有些成型品的焊接时间只需要0.2秒就已足够了。时间过长会造成过度焊接而产生大量的飞边与气泡,从而导致气 密不良,必须注意。冷却(保持)时间对于结晶性塑料,若温度在融点以下,连接部分就会被凝固,通常加压时间保持在0.1-0.2秒之间。
超声波焊机要求:焊接的焊头由下到上分三部分:焊头、放大器和换能器。三者按照一定的比例进行放大。如换能器的振幅为6MM,则放大器可以放大三倍 至 18MM,到焊头的振幅可增加到36MM。当然,振幅增加,焊头的寿命会降低。被焊接材料不同,所需的振幅也不相同。焊头材料一般为三种:钛:昂贵,性能 最好,韧性好,加工困难。摩擦损耗小,振幅大可以达到60MM;铝合金:便宜,磨损快,振幅不能超过30MM,容易加工;钢:很硬,最不适合作焊头,振幅 不能超过25MM,适于切割,需要增加吹风管,便于冷却。
汽车内饰件超声波焊接实例
1、汽车内饰件焊接机中常用手持式超声波焊接机进行点焊。
汽车衣帽架焊接机(包边、超声波点焊)
汽车隔音棉焊接机(一般都用超声波焊接工艺)
例如
汽车发动机盖罩隔音棉焊接
汽车轮罩隔音棉焊接

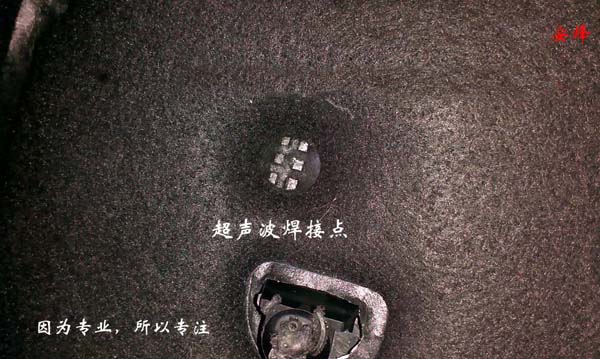
汽车行李箱隔音棉多点超声波焊接

2、汽车内饰件中也经常用到超声波塑料焊接机进行对焊。
汽车反光板焊接

汽车车速传感器焊接

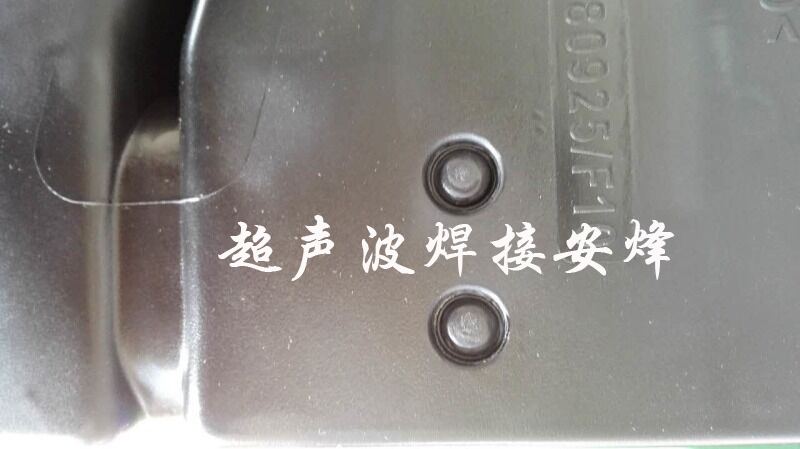
3、汽车内饰件焊接中也经常用手持式超声波点焊机进行铆点,用超声波铆点同时也可以用热熔铆点。
汽车门把手超声波铆点焊接

汽车滤芯注塑件超声波铆点焊接
汽车后视镜焊接

汽车门板拉手超声波铆点焊接

4、汽车内饰件焊接中也经常会用到超声波穿刺焊接
汽车仪表台焊接

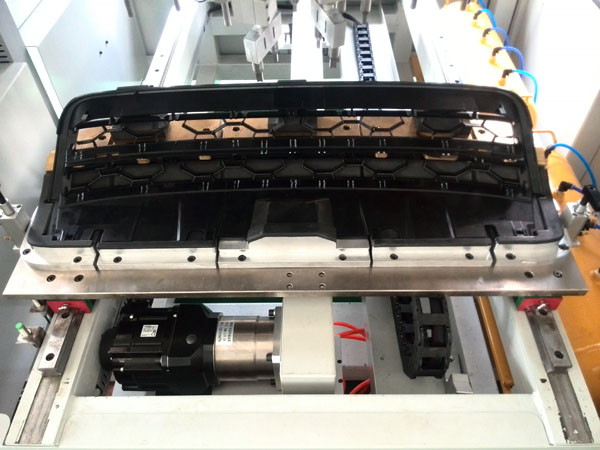
汽车格栅超声波焊接
汽车扰流板焊接

5、汽车内饰件焊接中也会用超声波冲孔
汽车保险杠冲孔


